With a current installed capacity of 220,000 tons, it is the largest malting facility in Uruguay.


QUALITY ASSURANCE
The quality assurance department provides support and works alongside the other company areas:
PRODUCTION
- The Quality Assurance department controls and analyses everything from the raw material (barley) to the final product (malt) in the framework of the EBC (European Brewery Convention) official regulations. Daily batches as well as the malt to be dispatched are carefully analyzed in order to ensure that clients’ specifications are fulfilled.
- Production is supported through the pilot-scale micro-malting of samples (500g to 2kg).
MALTING BARLEY RESEARCH AND DEVELOPMENT
- Micro-malting analysis of barley genotypes under evaluation, in order to assess their potential introduction as spring malting barley varieties in MOSA.
- MOSA runs its own micro-malting plant that enables the company to develop a pilot scale industrial process. This plant allows malting samples from 220g or 110g of barley, according to requirements.
BARLEY GENERATION
- Teaming up with the agricultural area with the aim of obtaining raw material suitable for malting.
- Controlling and supervising barley’s delivery and preparation during its harvest period.
- Setting up a full analysis laboratory in each harvest point of Uruguay’s departments.
QUALITY MANAGEMENT
- Certification ISO 9001-HACCP since 2008 as well as a Committee that works actively on continuous improvement.

ENVIRONMENT

Biomass burning only, no more fossil fuels.
Evidence of global climate change is increasingly clear, and there is now a growing consensus that its most important cause is human interference with the natural cycle of greenhouse gases, especially carbon dioxide (CO2). Since the beginning of the 20th century the atmospheric concentration of greenhouse gases has increased from approximately 300 to 360 parts per million, and the two main causes have been identified as:
- the burning of fossil fuels such as oil, coal and natural gas;
- land use change, particularly deforestation.
The use of biomass in Maltería Oriental for heat energy, from non-primary forests, reduces fossil fuel combustion and its consequent emissions on the one hand, and in addition, the planting of sustainably maintained trees and forests, specifically those for fuelwood production, can help prevent deforestation or reverse the trend and can offset carbon emissions by acting as carbon “sinks”.
Heat energy recovery in malt kilns
Each malt dryer is equipped with a system of heat exchangers made up of hundreds of glass tubes that allow an air-air exchange. This investment in Swiss equipment consists of a stainless steel casing in which numerous glass tubes are aligned and through which the hot air leaving the kiln circulates outside the tubes and, at the same time, fresh air is sucked in through the tubes, thus producing a heat exchange. The exhaust air is cooled and the fresh air is heated.
Thanks to this efficient recovery system, we save more than 20% energy and operate in a more sustainable way to create our malts!


Electrostatic precipitator
As environmental requirements become more important, the demand for better gas cleaning technology is growing. With the emergence of the clean air concept and its stringent limitations, better collection efficiencies are needed to retain particles contained in combustion gases. It is to meet these stringent efficiency figures that Maltería Oriental has invested in a precipitator and the need for efficient operation with low maintenance has become a priority.
Electrostatic precipitators use electrostatic forces to separate dust particles from the boiler exhaust gases. Several high-voltage, direct-current discharge electrodes are located between the grounded collection electrodes.
Particles in the air receive a negative charge as they pass through the ionized field between the electrodes. These charged particles are attracted to a grounded or positively charged electrode and adhere to it. The material collected on the electrodes is removed by tapping or vibrating the collecting electrodes continuously or at a predetermined interval.
Maltería Oriental is one of the few local industries that treat their air emissions in this way!
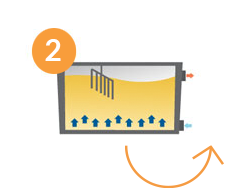
Effluent treatment and water recovery
Maltería Oriental’s effluent treatment plant is a treatment system that includes different technologies: equalization, anaerobic biological treatment, aerobic biological treatment (including denitrification section), Ultrafiltration and Reverse Osmosis membranes that allow a 70% reuse and final UV treatment.
Water is an increasingly scarce resource, Maltería Oriental is committed to using water in the most responsible way possible to contribute not only to preserve this scarce resource, but also to ensure its own sustainability.
We are the only facility that uses multi-stage filtration and reverse osmosis technology to treat all wastewater so that it can be recycled for processing, cleaning and other purposes.
It is the first and only Malt Plant in America to reuse 70% of process water!


Barley dust burning
The biomass burning boiler is equipped with a device for burning barley dust, generated during the transport of barley in the industrial process, which avoids eliminating the deposition of this waste, but more importantly, during the dust burner saves 1,000 kg of firewood per hour!







{kind=link}
{kind=link}
{kind=link}
{kind=link}